突然ですがみなさん、田町に“酒蔵”があるのをご存知ですか?
「酒蔵?何をバカなこと言ってるんだ、酒屋の間違いだろ?相変わらず田町新聞は無知なんだから・・」
とおっしゃるのも無理はありません。
ビルだらけのオフィス街でお酒が作られているなんて言われてもねぇ。
私も実際に行ってみるまで信じられませんでした。
しかも、到着してみると・・・

外見はまさにお洒落な酒屋さんといった感じ。(※写真は増改築工事前のもの、現在は増改築工事中です)
店頭にはブラックのかっこいいキッチンカーも。
ビルの敷地は22坪とお世辞にも大きいとは言えません。
が、実際に作られているんです!ここでお酒が!!
なんでもここ「東京港醸造」さんは元々、江戸末期の文化九年にこの地で創業した酒蔵「若松屋」で、当時は近所に屋敷を構えていた薩摩藩と関わりが深く、あの西郷隆盛や勝海舟なども足しげく通っていたとか!残念ながら頭首の他界や酒税法の改正により明治42年に一旦、酒造業を廃業し、以降は雑貨業などを営んでいましたが、現代表 齊藤俊一氏の熱意により、100年の時を経て再興することに。大手酒造メーカーに勤務していた杜氏の寺澤氏を招き、2011年からここ田町で酒蔵を開業しているのです。
ロマンだなぁ~

2011年に酒蔵として開業する前の状態。

とてもここに酒蔵ができたとは思えません・・・
試行錯誤を重ねながらも、どぶろくや甘酒の製造で実績を積んでおり、東京発のお酒として既に百貨店の三越などでも販売されています。すごい!今後はさらに2020年に行われる東京オリンピックに向け、清酒製造の免許取得を目指しているそうです。
ということで、今回は特別にどぶろくを作る過程の一部を見せていただきました。

杜氏の寺澤さんにご紹介いただきました。
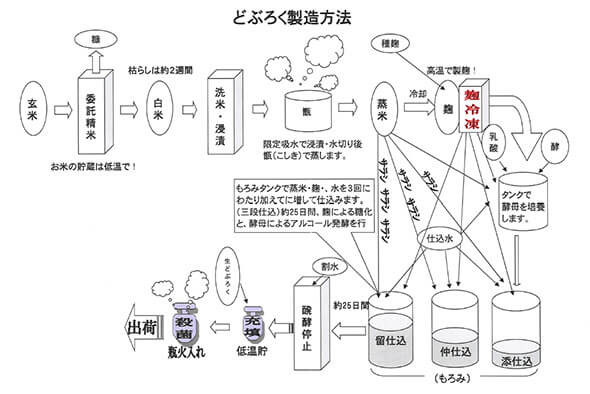
こちらが東京港醸造さんで行っているどぶろくの製造方法。
このように複雑なお酒造りの工程をすべてこの小さなビル内(しかも一階と二階部分)で行っているというのだから驚きです。
なお、この工程で最後に濾して酒粕と分けたものが清酒になるとのこと。つまり、主な製造方法は清酒とほぼ同じというわけ。
東京港醸造さんで使用しているお米は、八王子産の「キヌヒカリ」。通常、お酒は「山田錦」や「雄町」といった酒蔵好適米で製造されますが、東京都産にこだわってこの飯米(食用のお米)を使っているそうです。ちなみにこのお米、市場にはほとんど出回っていないものだとか。
まず、精米したお米を10キロずつ網に入れて、水を張った樽の中でハンモックのように揺らしながら洗ったら、一晩かけて水を切ります。
翌日、洗ったお米を甑(こしき)の中に入れて蒸していきます。
何だか普段見たことのない装置を見るのは、ワクワクするなぁ。

この大きな甑は鉄工所に作ってもらった特注品。蒸気に水道水の錆や薬剤などが混ざらない構造になっています。

また、蒸気の噴出口を下に向けてさらに板に当てて分散させるなど、お米一粒一粒に効率良く蒸気が行き渡るような工夫も。

一度カバーをして甑を温めたら

いよいよお米を入れていきます。

布で包んで

カバーをかぶせて蒸していきます。

蒸気で上のカバーが持ち上がった状態。お米が蒸し上がったいい匂いが部屋中を包みます。
ちょっとそこに明太子をのせて・・・あ、すいません。違いますね。

40分間蒸して、20分間加圧したら、カバーを空けてお米を容器に移し

約20キロもの蒸し上がったお米を持って・・・

急な階段を降りて一階へ。
続いてはサラシと呼ばれる工程。

蒸し上がったお米は布の上に広げて1~2時間ほどかけて冷まします。
今度はまた二階に移動して・・

冷ましたお米を恒温室で木箱に入れ、種麹を付けて3日間かけて麹を作ります。
種麹はビオックというもやし屋さんから購入。もやし屋っていっても、焼きそばとか野菜炒めに入れると美味しいもやしじゃないですよ!業界では種麹屋(たねこうじや)さんをもやし屋さんというそうです。また、種麹にもたくさんの種類があり、味や清酒歩合などが変わるとか。

お米はベトつかないテトロンという素材で包みます。
温度や湿度を細かく管理するため、なんと寺澤さんは3日間泊まり込みで作業するとか!

通気しつつ水分を逃がさないように、全体はゴアテックスの布を被せます。アウトドアウエアなどでおなじみの高機能素材ですね!

完成した麹は袋詰めして、ストッカーに入れて冷凍して保存します。
多くの酒造業者はたくさんの人や機械でお酒を作っていますが、若松屋さんは主に二人で製造しているため、冷凍することで工程が重ならないようにする工夫をしているのです。麹は5℃以下になることで一時的に活動を停止し、冷凍しても2カ月ほどは味が落ちないそうです。
使用する二日ほど前に冷蔵庫に移して解凍したら、今度は一階にある巨大なタンクに入れて酵母を培養します。

重量をしっかり測って計算し

タンクに追加します。
なお、このタンクの周りにはホースがぐるぐると回っていて、タンクの表面を冷やすことで中の温度をコントロールする仕組みになっています。

水は同じ仕込み水で作った氷で温度を調整してから追加します。
その後、「添」(そえ)「仲」(なか)「留」(とめ)と3回に分けて、このタンクにさらに麹と蒸米、仕込み水を加えてその都度量を倍にしていきます。(つまり、さらに3回甑で米を蒸してサラす作業がある)。これを「三段仕込み」と呼び、酵母を純粋培養するのに欠かせない日本酒ならではの製造方法だとか。ちなみに添と仲の間には「踊り」といって何も加えずに状態を見る日もあります。そのため、仕込みには計4日間かかります。なお、江戸時代には既にこの手法が確立されていたそうです。
ド素人の田町新聞。三段仕込みってフレーズを聞いただけで、なんだか美味しそうに感じちゃう!

3回に分けて追加していきます。

水と麹と蒸米がなるべく均一になるように混ぜます。勢いよく混ぜるのはこのタイミングだけ。あとはお米がつぶれるのを避けるため、強く混ぜたりはしないそうです。
日本酒の醸造方法は「平行複発酵」と呼ばれ、糖化とアルコール発酵が同時に行われるのが、ビールやワインなどほかのアルコールと異なる大きなポイント。麹の酵素によってお米のでんぷんを糖分に変える糖化と酵母によってその糖分をアルコールに変えるアルコール発酵、2つの化学反応が同じタンク内で同時に行われます。
仕込みが完了したら約20日~30日の発酵期間を経て、水を加えてアルコール分を調整し、発酵を停止。瓶詰したものは「生どぶろく」として、さらに火入れをし、殺菌を行ったものは「どぶろく」として出荷されます。

左から「どぶろく 江戸開城」「純米どぶろく 江戸開城」「高精白どぶろく 江戸開城」。純米どぶろくは無添加でアルコール度数が5〜6%と低いため、どぶろくが初めての方やお酒が苦手の方にもオススメだとか。
寺澤さんによると「なるべくコンパクトに品質の良いものを作り続けられる仕組みを作る」ことを目指しているそうです。この狭いスペースで清酒の製造ができれば、空調を掛けても電気代がそれほどかからないため、通常は気温の高い時期には製造しないところ、年中を通して製造し、新酒のしぼりたてが飲めることになる。朝絞ったものをその日に飲んでもらうといったことも可能です。「色々なハードルはあると思いますが、コンテナボックスで丸ごとこの仕組みや日本のお米、お水を海外に運んで、現地で、目の前で日本酒を作って楽しんでもらえたら」とさらなる夢を熱く語る寺澤さん。
まずは東京オリンピック、そして世界へ。
地元、田町発の日本酒(清酒)誕生を応援せずにはいられません!
---------------
東京港醸造
港区芝4-7-10
営業時間:11時~19時(月~金)、11時~17時(土)
酒蔵の場所や商品について詳しくはコチラ
※2016年5月末まで増改築中。隣接したビルの駐車場で販売されています。
---------------